Gewindeschneiden in Metallen
- Theo
- 9. Juni
- 8 Min. Lesezeit
Wenn man Teile aus Metall zusammenfügt, werden meistens Schrauben mit Muttern verwendet. Das ist am einfachsten, die Einzelteile sind vergleichsweise billig und trotzdem stabil. Die hergestellte Menge macht die günstigen Preise möglich.
Weshalb also sollte man in Stahlplatten mühsam selbst Gewinde schneiden? Um sich die Muttern zu sparen? Nein, deswegen ganz bestimmt nicht. Einmal abgesehen von irgendwelchen exotischen Gewindegrößen, die praktisch nirgends erhältlich sind.
Aber stellen Sie sich einmal vor, dass Sie bei Ihrem PKW die Räder mit Schrauben und Muttern auf der Gegenseite befestigen müssten. Nicht bloß etwas unpraktisch. Sondern auch kaum möglich.
Aber wir brauchen gar nicht so weit zu suchen. Manchmal gibt es einfach keinen Platz für die Muttern oder man möchte schlicht und einfach keine vorstehenden Schrauben haben. Sondern eine glatte Oberfläche, an der man sich auch nicht verletzen kann. Also sehen wir uns das einmal näher an.
Als Heimwerker oder auch als Handwerker bekommt man es meistens mit metrischen Schrauben von M3 bis M16 zu tun. Im täglichen Umgang spricht man eventuell von einer „13er Schraube“. Die gibt es eigentlich gar nicht. Gemeint ist damit eine M8 mit Sechskant und der normalen Schlüsselweite 13 mm.
M8 gibt es in vielen Varianten, wie alle anderen Schrauben auch. Schon eine M8 mit Innensechskant (INBUS) hat eine Schlüsselgröße von nur noch 6 mm. Schlüsselweite wird übrigens mit SW abgekürzt. Eine Inbusschraube wird auch als Verbindungselement mit Innenantrieb bezeichnet. Woher der Name Inbus stammt, finden Sie natürlich im Netz.
Hier als Wiederverwendung aus einem anderen Beitrag die Tabelle mit den Gewinden, die uns meistens beschäftigen. Wenn Sie genau hinsehen, stellen Sie fest, dass die Steigung des Gewindes und das Kernloch den gesamten Durchmesser der Schraube ergeben. Das ist kein Zufall. Diese Steigungen sind der Normalfall oder Regelgewinde.
Man verwendet für spezielle Aufgaben auch sogenannte metrische Feingewinde. Zum Beispiel ein MF 10 × 1 (1 mm Steigung pro Umdrehung). Da wird das Kernloch tatsächlich mit 9 mm vorgebohrt. Das brauchen Sie sich jedoch nicht zu merken, dafür gibt es Tabellen.

Dieses Kernloch ist allerdings trotzdem wichtig. Wenn es zu groß gebohrt wird, hält die Schraube nicht richtig oder gar nicht. Hinweise zur Problembehebung finden Sie wie immer am Schluss des Beitrags.
Der Knackpunkt bei von Hand geschnittenen Gewinden ist jedoch vor allem die Flucht der Bohrung und/oder des Gewindes.
Zur Erklärung der Flucht diese Zeichnung: Zur besseren Ansicht habe ich die unbedingt notwendige Senkung der Bohrung vor dem Gewindeschneiden weggelassen. Die würde allerdings hier auch nicht mehr helfen.

Bei Schraube 1 ist das Kernloch genauso schräg wie das Gewinde. Die Schraube lässt sich zwar eindrehen, der Kopf liegt jedoch nur auf einer Seite auf. Bei hoher Belastung wird die Schraube krumm oder reißt sogar ab.
Bei Schraube 2 ist das Kernloch senkrecht zur Oberfläche gebohrt. Der schräg angesetzte Gewindebohrer kann die einmal eingeschlagene Richtung jedoch nicht mehr verändern und wird bei Gewaltanwendung schließlich abbrechen.
Beides ist unbedingt zu vermeiden. Wenn man Gewinde auf einer Tischbohrmaschine vorbohrt und das Schneiden mit einem dafür vorgesehenen Gerät erledigt, dann wird alles gut.
Na ja, werden Sie vielleicht denken. Der hat gut reden, mit seiner voll eingerichteten Werkstatt.
Jedoch auch ein Handwerker muss hie und da auf der Baustelle improvisieren. Aber die Kernlöcher müssen trotzdem genau senkrecht zur Oberfläche oder manchmal auch zur Unterseite gebohrt sein. Und zwar in allen Richtungen.
Erklärung zur Unterseite: beispielsweise ein aufzuschraubender Keil. Da arbeitet man die Bohrung mit einem geführten Zapfensenker nach, bis die Auflage des Schraubenkopfes zur Bohrung passt. Ein solches Werkzeug lege ich zur Ansicht auf das letzte der folgenden Bilder.
Aber meistens sind 90° gefragt. Für viele Anwendungen benutzt man aufspannbare Lehren mit sogenannten Bohrbüchsen, die den Bohrer genau führen, auch wenn freihändig gebohrt wird. Eine weitere praktische Lösung sind Magnetbohrmaschinen, die stehen natürlich auch gerade auf ebenen Flächen.
Auch davon hat ein Heimwerker das meiste kaum zur Verfügung. Aber er hat dafür (normalerweise) mehr Zeit, um sich in Ruhe um die Sache zu kümmern. Man kann sich mit selbst angefertigten Lehren aus Aluminium oder auch aus Hartholz behelfen. Bei häufigem Gebrauch kann man in die Löcher Bohrbüchsen aus extrem gehärtetem Stahl einpressen. Die leiern praktisch gar nicht aus und halten die Genauigkeit für Hunderte Löcher.
Ob man die Lehren mit der Hand festhält oder besser aufspannt, hängt meistens von der Größe des Bohrers ab. Von Hand geht’s schneller, spannen ist sicherer — in mehrfacher Hinsicht. Entscheiden Sie selbst.
Beispiele sehen Sie auf Bild 3.
Übrigens sind 5‑ und 6‑mm‑Spiralbohrer auch länger erhältlich, um durch Lehren oder Führungen zu bohren.

Vorgehen, Grundsatz: Eine vorhandene genaue Bohrung als Lehre benutzen, wie den Aluklotz auf dem Foto. Der ist irgendwann übriggeblieben, ist handlich und hat zwei genau gebohrte Löcher. Eventuell finden Sie irgendwo Gelegenheit, sich auf einer Tischbohrmaschine einen solchen Holzklotz anzufertigen, wenn Sie eher mit Holz arbeiten.
Durch den Klotz im Metall nur ein kleines Loch bohren. Denn sobald einmal vorgebohrt ist, wird der nächste Spiralbohrer die Flucht eines Loches in Stahl nicht mehr wesentlich verändern können. Bei häufigem Gebrauch würde man dann die erwähnten Bohrbüchsen ins Holz einpressen.
Was für einen Spiralbohrer gilt, ist dem Gewindebohrer jedoch egal. Der schert sich nicht um eine vorhandene Flucht, sondern bleibt stur auf einem einmal eingeschlagenen Kurs. Für ihn ist eine eigene Führung gefragt.
An dieser Stelle gehe ich noch kurz auf die Formen und Ausführungen von Gewindebohrern ein. Heute verwendet man praktisch nur noch Einschnitt‑Werkzeuge. Die moderne Fertigung ermöglicht Materialhärten, die früher nur durch sehr teure Methoden oder gar nicht zu erreichen waren. Deshalb benötigte man Gewindebohrer‑Sätze: ein Vor‑, ein Mittel‑ und ein Fertigschneider.
Der Vorteil war, dass sich ein Vorschneider so tief in das Kernloch einschieben ließ, dass er (fast) von selbst fluchtete. Trotzdem waren die Sätze viel teurer und der Zeitaufwand natürlich ebenso dreifach zu leisten. Falls Sie solche Werkzeuge besitzen, spricht jedoch nichts dagegen, sie auch noch zu benutzen.
Auf dem nächsten Bild liegen einige Gewindebohrer, die eher an einen Spiralbohrer erinnern. Diese sind für sogenannte Sacklöcher gedacht, also für Bohrungen, die eine endliche Tiefe haben. Normale Gewindebohrer schieben die Schnittspäne vor sich her, damit sie sich nicht im neu geschnittenen Gewinde verklemmen. In einem unten geschlossenen Loch muss man deshalb den Vorgang mehrmals unterbrechen, um eben diese Späne zu entfernen.
Für einige wenige Löcher kann dies ausreichen. Bei größerer Anzahl lohnt es sich jedoch, ein entsprechendes Werkzeug anzuschaffen.
Im Vordergrund sogenannte Sacklochgewindeschneider. Die ziehen die Späne nach oben, während normale dieselben vor sich herschieben. Sacklochbohrer haben außerdem einen deutlich kürzeren Anschnitt, wie auf dem Bild ersichtlich.

Da ein Gewindeschneider (meistens) nicht auf der ganzen Länge die gleiche Dicke hat, lässt er sich nicht von oben in ein glattes Loch einschieben wie ein Spiralbohrer. Eine brauchbare Lösung wie auf Bild 5 bietet ein eventuell vorhandener Maschinenschraubstock mit senkrecht eingefrästen Prismen in den Spannbacken. (Die gibt’s übrigens inzwischen schon ab etwa 25 Euro. Angesichts der vielen möglichen Anwendungen aus meiner Sicht eine sinnvolle Investition für regelmäßiges Heimwerken.)

Auf Bild 6 sehen Sie diverse Gewindebohrer in Langmuttern, runden Hülsen oder in einem Klotz aus Aluminium stecken.
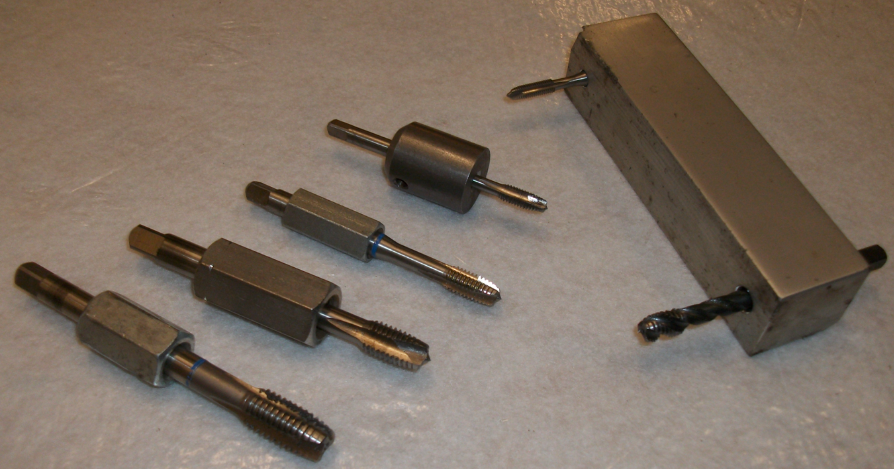
Alle Schäfte von Gewindebohrern sind auf ein genaues Maß geschliffen — meistens auf ganze oder bei kleinen Durchmessern auf halbe Millimeter.
Eine Langmutter können Sie ruhig freihändig aufbohren (am besten eingespannt in einem Maschinenschraubstock). Die Flucht bleibt auf jeden Fall erhalten. Wählen Sie für einen 9‑mm‑Schaft eine M8‑Mutter. Wenn Sie ähnliche übriggebliebene Hülsen oder auch Aluteile wie auf meinen Fotos zur Hand haben, nutzen Sie diese.
In Prismen lassen sich die Langmuttern sicher und genau einspannen. Die Höhe so wählen, dass der Gewindeschneider ein Stück übersteht. Nach ein bis zwei Umdrehungen wird die Führung nicht mehr benötigt und Sie können den Schraubstock mitsamt der Führungshülse einfach abheben.
Vor dem Schneiden jedoch unbedingt das Kernloch deutlich ansenken. Der entstehende Kegel sollte etwas größer werden als der Durchmesser der vorgesehenen Schraube. Das sorgt dafür, dass die Schraube sich im Loch zentriert und dadurch leichter ins Gewinde findet. Das gilt sinngemäß ebenso für den Gewindebohrer.
In Metallen niemals trocken Gewinde schneiden. Das gilt eigentlich ebenso für das normale Bohren, aber dazu an anderer Stelle mehr. In Stahl verwendet man Schneideöle. Es gibt sie offen zum Aufpinseln oder praktisch für gelegentliche Anwendung in Spraydosen. Bei Aluminium ist der absolute Hit nach wie vor Petroleum. Aber ein Schneidspray tut es in den meisten Fällen auch.
Selbstverständlich gibt es auch hier eine Ausnahme: Bei Grauguss sorgt der im Material enthaltene Graphit für die Schmierung. Nicht bloß beim Gewindeschneiden. Deshalb laufen Führungen an Maschinen aus diesem Material am besten. Aber dies nur am Rand.
Wenn Sie die ersten Gänge eines Gewindes angeschnitten haben, können Sie auf den stehenden Bohrer für den Rest einen Schrauber aufspannen. Wie bereits erwähnt: Die eingeschlagene Richtung bleibt in jedem Fall erhalten.
Ein weiteres Problem beim Gewindeschneiden außerhalb der Werkstatt besteht im Fehlen von Druckluft. Winzige Späne bleiben fast immer im fertigen Gewinde hängen — im Loch und im Bohrer. Die können eigentlich nur mit Druckluft leicht und vollständig entfernt werden.
Auf jeden Fall bei spürbarem Widerstand der Schraube keine Gewalt anwenden. Wenn sich der Span verklemmt, kann es arg werden. Am besten den (gereinigten) Gewindebohrer nochmals durchlaufen lassen.
Bild 7
Werkzeuge für Handbetrieb weisen meistens einen Vierkant am Ende auf. Zum Drehen dient ein sogenanntes Windeisen. Nach dem erfolgten geraden Ansetzen oder grundsätzlich auf Maschinen kann man Gewindebohrer auch am Schaft in ein Bohrfutter einspannen. Die Maschine sollte allerdings nicht zu schnell laufen und mit Vorteil einen Rückwärtsgang haben.

Auf Werkzeugmaschinen ohne Rückwärtsgang kann man jedoch auch Gewindeapparate verwenden. Diese besitzen ein internes Getriebe mit Abkopplung und beschleunigtem Rückwärtsgang. Sobald man auf das Gerät drückt, beginnt der Gewindebohrer sich verlangsamt nach rechts zu drehen. Wenn die gewünschte Tiefe erreicht ist, zieht man die Bohrspindel nach oben. Der Bohrer bleibt erst stehen und läuft danach mit hoher Geschwindigkeit rückwärts aus dem Loch. Durch die indirekte Kupplung bricht der Bohrer bei Blockieren nicht ab, sondern bleibt einfach stehen.
Im Vordergrund liegt der anfangs erwähnte Zapfensenker. Mit ihm lässt sich eine ebene Fläche für einen Schraubenkopf einfräsen. Dieser passt zu der beigelegten Inbusschraube, die man damit nicht nur einpassen, sondern auch teilweise oder vollständig versenken kann — beispielsweise bei Gehäusen und/oder unebenen Gussoberflächen.
Tipps und Schliche
Wie versprochen, am Ende etwas Trost bei Schwierigkeiten und passierten Pannen. Es ist allerdings ein Gebiet, wo sich mangelnde Sorgfalt und/oder Genauigkeit gnadenlos rächt. Im Gegenzug können Sie jedoch auf selbstgefertigte, passgenaue Schraubverbindungen auch echt stolz sein. Und es spricht ja nichts dagegen, ein wenig zu üben, bevor man sich an die „richtige“ Arbeit wagt.
Ein schräges Loch lässt sich eventuell korrigieren und auf die nächste Gewindegröße aufbohren. Das Korrigieren des Loches kann eigentlich nur mit einem Fräswerkzeug auf einer stabilen Werkzeugmaschine klappen. Der Fräser darf keine zentrische (spitze) Führung haben, sondern nur eine ebene Schnittfläche, die ein Verschieben ermöglicht. (Das ist bei Fingerfräsern die übliche Form.)
Falls Sie über Kenntnisse und Möglichkeit zum Schweißen verfügen, kann man ein Loch mit etwas Geschick auf diese Weise auch wieder auffüllen.
Ansonsten lässt sich eventuell die Verbindung verdrehen oder verschieben, sodass man ein komplett neues Loch bohren kann.
Ein besonderes Kapitel sind abgebrochene Gewindebohrer. Es sind Ausdrehwerkzeuge erhältlich. Die haben eines gemeinsam: Sie funktionieren höchstens bei einem unversehrten Bohrer. Am besten versucht man die Reste des praktisch immer in mehrere Stücke geborstenen Bohrers mit Vorsicht zu lockern.
Sanfte (!!) Hammerschläge auf einen in die Öffnung passenden Stift können helfen. Dazwischen versuchen, die Bruchstücke mit einer Reißnadel oder etwas dergleichen herauszupulen. Manchmal ist es gar nicht so schwierig, aber es kann sich auch hinziehen. Eines ist ziemlich sicher: Wenn man die Geduld verliert, sollte man die Sache besser für einen Moment ruhen lassen.
Falls es sich um ein sehr teures oder unersetzliches Werkstück handelt, übergeben Sie das Teil einer Firma, die z. B. mittels Funkenerosion die Reste entfernen kann. Zuvor eventuell ein verbindliches Angebot verlangen.
Damit es möglichst gar nicht so weit kommt, vermeiden Sie zu viel Kraft auf das Werkzeug. Sobald der Widerstand größer wird, ein Stück zurückdrehen, damit sich eingeklemmte Späne lockern können. Überprüfen Sie, ob sich der Bohrer trotz aller Vorsicht schräg angesetzt hat. Eventuell erhalten Sie eine zweite Chance von der anderen Seite des Werkstücks. Dies funktioniert allerdings nur bei ausreichender Materialstärke.
Der erste Teil des Gewindes wird kaum halten und muss möglicherweise sogar größer ausgebohrt werden. Wenn Sie Glück haben, kann die Schraube jedoch trotzdem ohne Weiteres passen.
Überprüfen Sie bei mehreren Löchern gelegentlich die Qualität der Gewinde mittels Eindrehen einer Schraube. Sobald der Bohrer nicht mehr richtig scharf ist, beginnen die Schrauben zu klemmen.
Beim Einsatz von Schraubern auf jeden Fall das Drehmoment reduzieren. Immerhin sorgen die geschliffenen Schäfte der Bohrer dafür, dass sie manchmal im Futter durchrutschen, anstatt abzubrechen. Das ist kein Defekt an der Maschine, sondern die Folge der glatten und harten Oberfläche. Lassen Sie es nicht zu lange trotzdem weiterlaufen, sonst könnte das Bohrfutter durch die entstehende Hitze Schaden nehmen. Das gilt natürlich sinngemäß auch für ungeschützte Finger.
Prüfen Sie besser kurz von Hand mit einem Windeisen, ob sich der Bohrer nicht doch verklemmt hat. Eventuell ist auch bloß etwas Schneideöl auf den Schaft geraten oder das Futter war zu locker gespannt.
Wichtig bleibt auch das sorgfältige Reinigen des Bohrers vor jedem neuen Schnitt. Falls Sie keine Druckluft zur Verfügung haben, lässt sich der Schneidkopf auch mit einem feinen Pinsel und etwas Waschbenzin oder einer ähnlichen Flüssigkeit säubern.


Kommentare